Hi Tom,
First thing is, I powered up the lathe tonight, and
M6s are now working. I never changed anything from last
night, just loaded it up, wrote a few lines of code to
test a couple tool changes, and both M6Txxx and TxxxM6
worked.
I then ran a full file, and the M6 calls all worked.
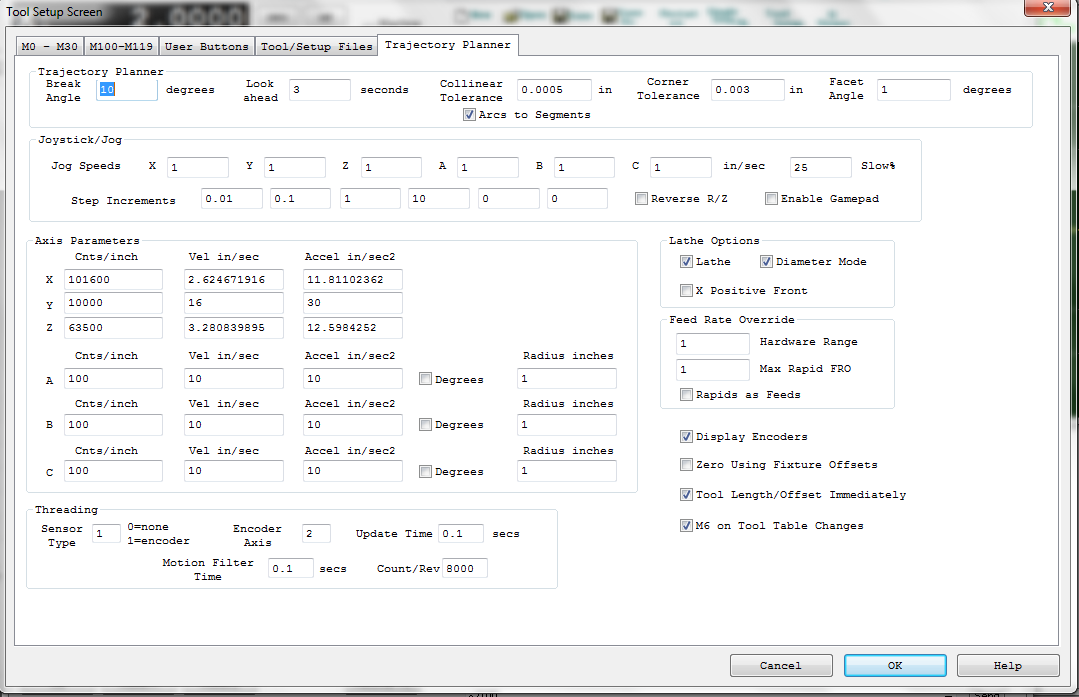
The only tool issue I've got left, is how can I apply
offsets automatically when as part of a tool change?
As it stands, although the tool is changed, the
offsets don't get updated for the new tool.
Second thing is, I'm still getting issues with G83.
Sometimes it works as it should, yet others it simply
rapids to full depth. I ran through a full file cutting
air, and the two G83s in it worked, yet when I loaded a
bit bar, it simply done a single rapid move to full
depth, paused briefly, then retracted to starting depth,
before continuing on with the next line of code.
I then tried re-running the short bit test code I
had, and first time through it done a rapid to final
depth, but on the second run of code, it pecked as it
should. Trying the full file again resulted in rapids to
depth.
I've attached the actual tool table, and settings
from the lathe, along with the file I was trying to run.
All the M00's are so I can re-select the tool via the
dropdown menu and get the correct offsets applied.
Moray
{kind=link}